
I had four wheels from the parts engine I originally purchased. Unfortunately, they were machine to a width of .760 – very close to the minimum of .750 inches. I will be attaching a plate to make them thicker (more on that in a future post).

I was able to purchase four more castings from Little Engines (isn’t it great they are still in business!!!). I faced and turned the back of the wheels in 2017. The OD would become the flange on the finished wheel. I had a pin mounted in the face plate to locate the wheels on the small hole I had drilled in each wheel. Don’t do it this way – it was stupid on my part! The smarter way would be to mount the pin in the tail stock, so once the back of the wheel is clamped to the face plate, the front can be turned and the hole in the center bored concentric to the OD at the same time. I guess I just miss using an indicator!
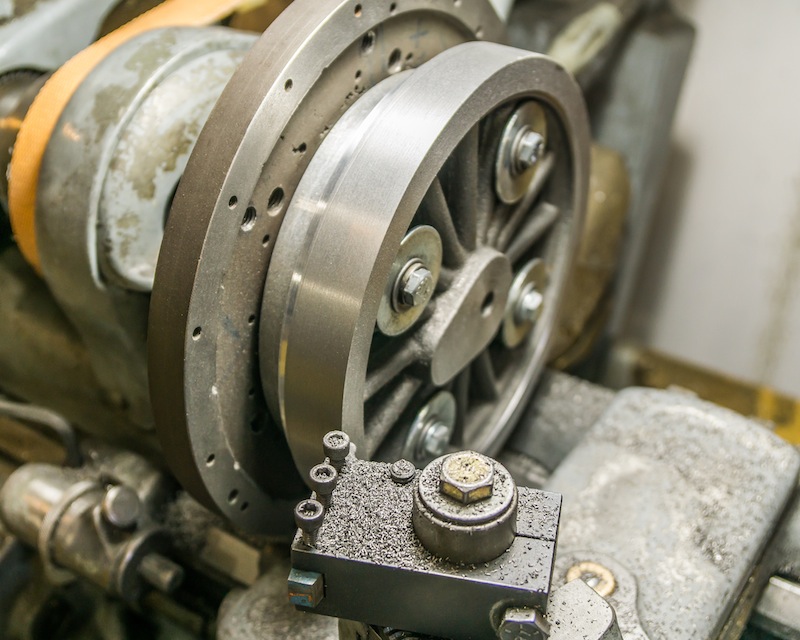
The photo above shows turning the OD of a blind driver. Only one set will be blind.

I made the OD of the tread at the intersection of the radius and the angle of the flanged driver 6.750 inches. That is the dimension of the center of the OD on the blind driver.
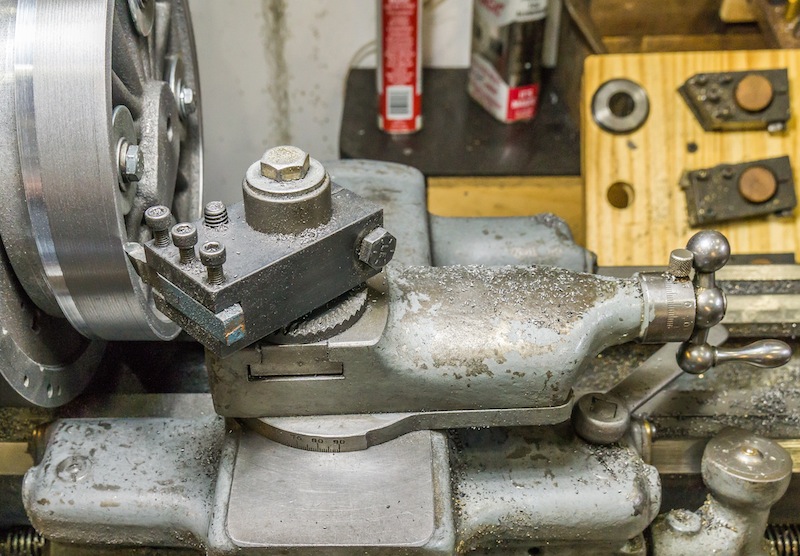
I set the compound to 2.5 degrees and cut a chamfer 5/32 deep on both sides of the blind drivers.

After I removed my stupid pin from the faceplate and mounted it in the chuck on the tailstock, I had to indicate the wheel back into position to bore the center to size.

I drilled the center out using progressively larger drills up to 11/16 inch.

I used a single point brazed carbide boring bar to make the hole .745/.747.
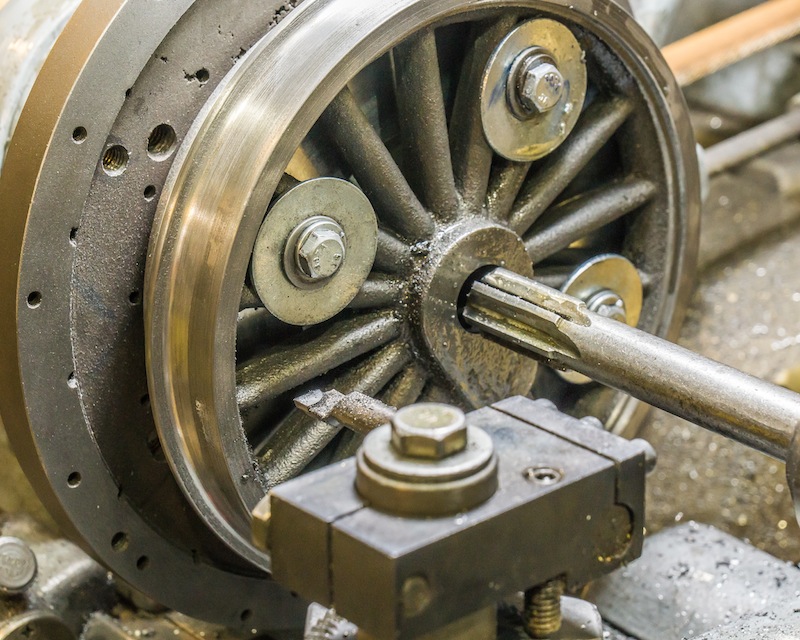
The hole was finally reamed to .750 inch.

Very nice work. Keep making chips.
Dave
LikeLike