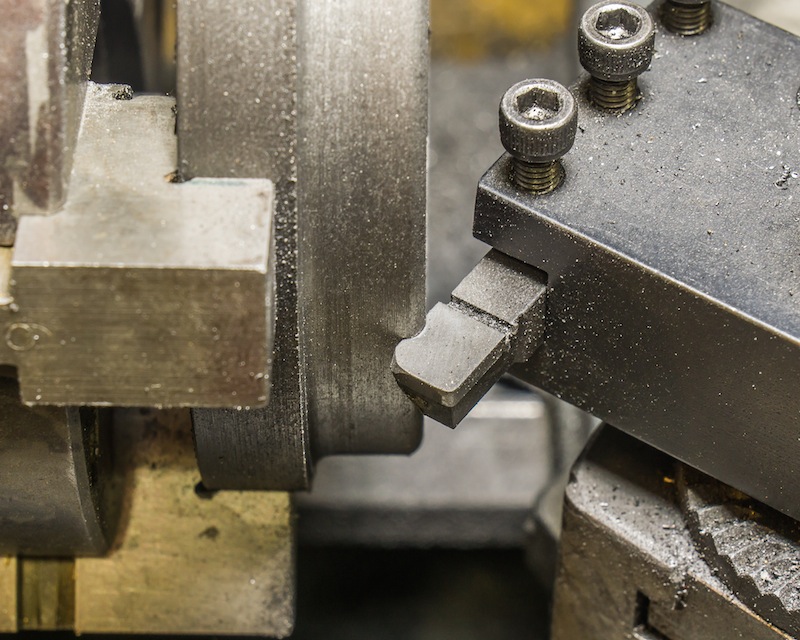
I mounted the first side in an adjustable six jaw chuck. I indicated the ID of the work hole to .001 inch.

I started by facing the wheel. The work hole is not concentric to the casting on the back side because of a slight mismatch between the cope and the drag when the wheel was cast. It looks good on the front side. I machined the OD down to 4.10 inches. The wheel finishes at diameter 3.750. This will allow a flange height of 0.175 inches.