
I started with a bar of cold rolled steel, 2-1/4″ x 1″ x 18.” I cut eight blocks slightly over 2.125 inches long.

The first operation was to square the blocks and finish the length to 2.125 inches.

The second operation was milling the sides, so the block will fit in the frame.
I milled the slots in the top of the blocks. There are two different styles, the function of which will become apparent when I install them in the frame with the spring rigging.

This photo show the milling finished on the eight blocks.

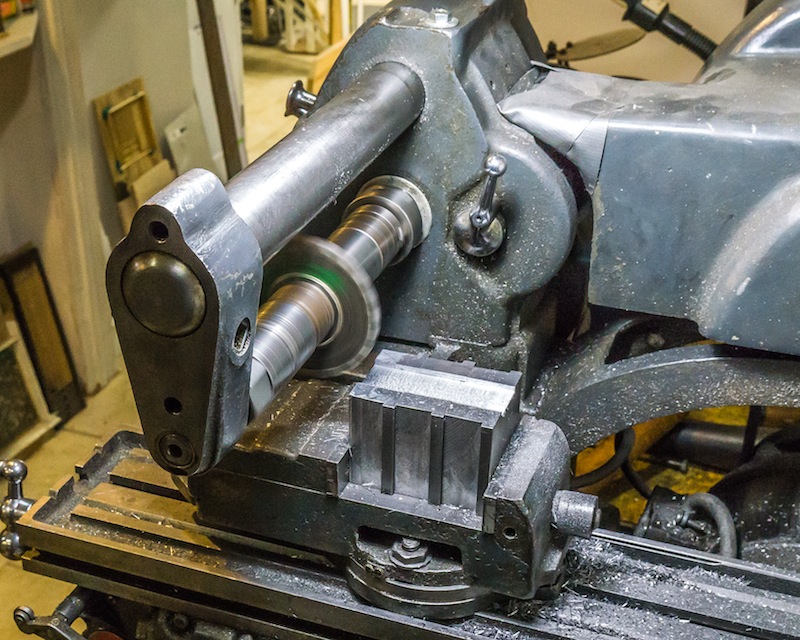
I mounted the blocks in a four jaw chuck to drill and bore the holes for the needle bearings.

The bearing was pressed into the block with at least a .001″ interference fit. The bearings will be lubricated from a hole in the end of the axle.
